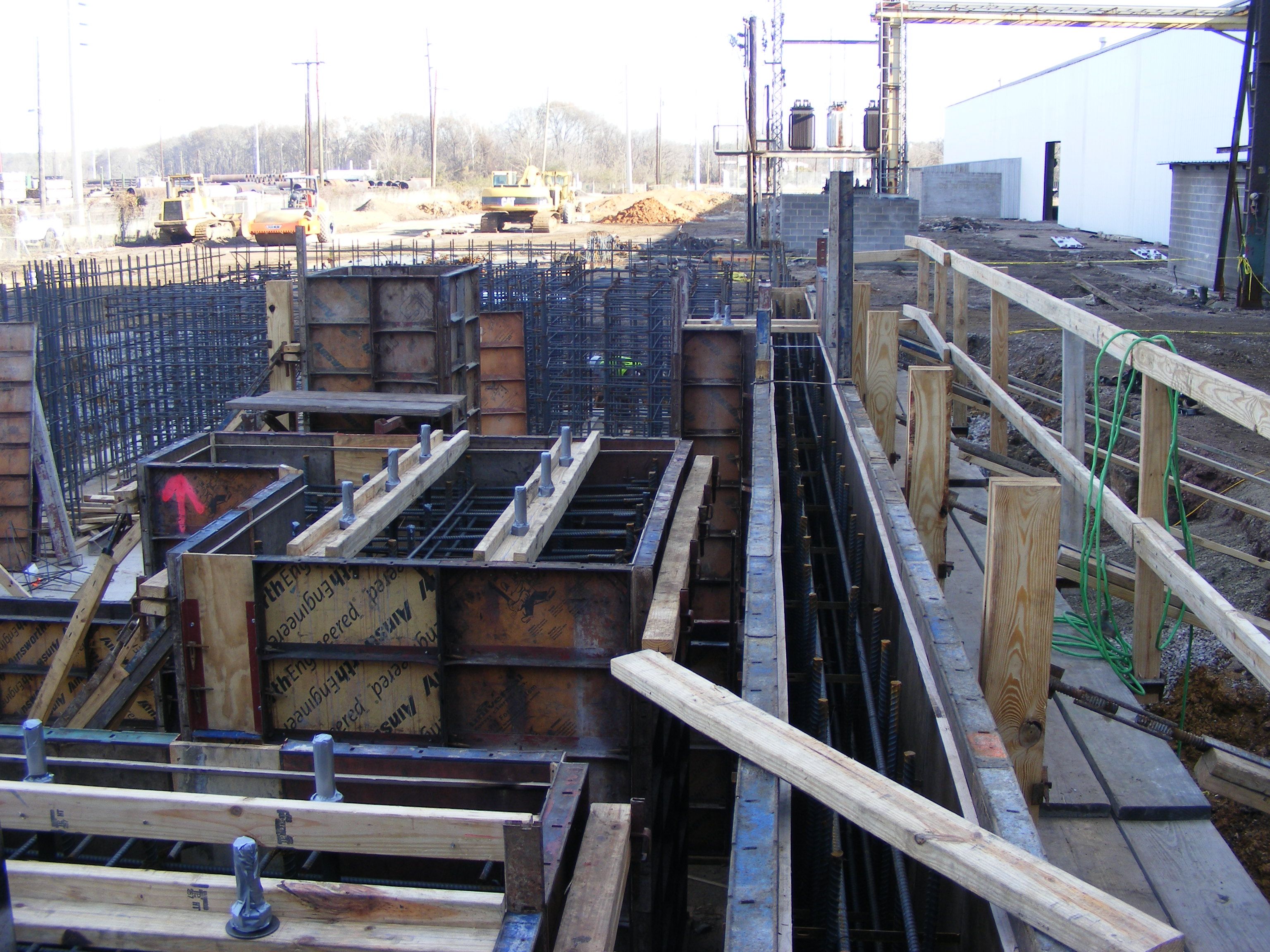
Piping & Concrete System Installation
The foundation and bones of your facility are not items to cut costs on, or to trust to inexperienced sub-contractors. EC&S routinely works with concrete from things as simple as pouring a footer for a post to something as complicated as creating a base structure for a facility.
Just as critical as the proper base, is the proper structure. Working with I-beams and welding are trades that resonate through our crews. Whether you need a new structure to support your stack, a new safety railing installed, a storage retrieval system or you want to add onto your existing structure, we have the knowhow to do the job.
Just like our trades in concrete and structural, we have a rich history in piping. EC&S has experience with the turn-key design and install of the following types of piping systems:
- water
- sewer
- electrical conduit
- sprinkler systems
- finally process
- flow systems
Piping is critical to your facility, and is not an item to cut costs on, or to trust with inexperienced sub-contractors. EC&S routinely works with pipes of all types, contact EC&S to discuss your requirements in piping, concrete ore structural.
Installation Pictures