Industrial Systems & Services
EC&S offers many years of practical, hands-on know-how and experience in servicing many man heavy industrial markets. Our capabilities include:
- Melt Systems Furnaces- Cupolas, Furnaces: Gas Fired, Electric, Arc, Rotary, Reverbatory and Kilns
- Environmental Bag Houses & Scrubber Systems
- Steel Mills- Pipe Shops, Ferrous & Non-Ferrous, Conveying, Ingot Casting & Stacking
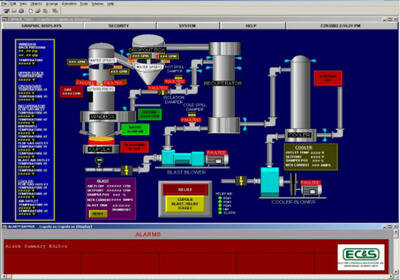
- Electrical and Control- Sub Stations, Distribution, Control Panels, MCCs, SCADA and Lift Stations
- Aggregate- Cement and Lime, Structural and Conveying
- Sand- Reclamation (all foundry sand) using Mechanical, Thermal and Microwave (Ceramic Sand)
- Waste Water- Turn Key Lift Stations